
Fertigung Element - Schütteleinrichtung
Mit Palettenumlaufanlagen können schlaff bewehrte Betonfertigteile kostengünstig und äußerst effizient hergestellt werden. Das mögliche Produktionsspektrum geht dabei von Elementdecken und Hohldecken über Doppel-, Massiv- und Sandwichwände bis hin zu Sonderelementen.
Die notwendigen Anlagenteile sowie der Automatisierungsgrad werden dabei individuell auf Ihre Anforderungen angepasst. Auch die nachträgliche Erweiterung oder Modernisierung Ihrer vorhandenen Umlaufanlage übernehmen wir gern.
Für die Produktion von flächigen Betonelementen wie zum Beispiel:
- Massivwände
- Sandwichwände
- Doppelwandelemente
- Elementdecken (Filigrandecken)
- Hohllochdecken
- Fassadenelemente
- Sonderelemente

Schalungspaletten bilden die Basis für eine Palettenumlaufanlage. Die Abmaße der Schalfläche, Gestaltung der Randschalung und allgemeine geometrische Gestaltung sind dabei abhängig von den zu fertigenden Produkten und Ihren speziellen Anforderungen.

Reibradantriebe, Antriebseinheiten und Bockrollen für die Palettenbewegung
Einschalplätze mit Laser- oder Farbmarkiereinrichtung (Plotter)

Betonverteiler in Portal-, Halbportal- oder Brückenausführung. Betonaustrag über Stachelwalze und hydraulische Schieber oder Klappen, Segmentverschluss, Förderschnecken oder Bandaustrag

Vibrationseinrichtungen für glatte und porenarme Oberflächen als Hochfrequenz-, Niederfrequenz oder Kombinationsanlage

Härtekammern und Stapelregale für die Lagerung und Aushärtung der Betonelemente

Wendeeinrichtungen für die Produktion von Doppelwandelementen in Portal-, Halbportal- und Brückenausführung oder auf vorhandener Kranbahn fahrend
Querverschiebeeinrichtungen für die An- und Abfahrt von Sonderstationen außerhalb des Produktionsumlaufs
Kernrohr Ziehanlagen zur Herstellung von Deckenelementen

Kippstationen zum Entschalen der ausgehärteten Elemente

Abhebetraversen speziell auf Ihre Betonelemente und Bedürfnisse ausgelegt

Umlaufanlagen für Sonderelemente (im Bild Tübbinge)
Hubautomat komplett - Aktiv ohne Kanten
Hubautomat komplett - Creo Parametric
Hubautomat komplett - Creo Parametric
Hubautomat komplett
Hubautomat komplett
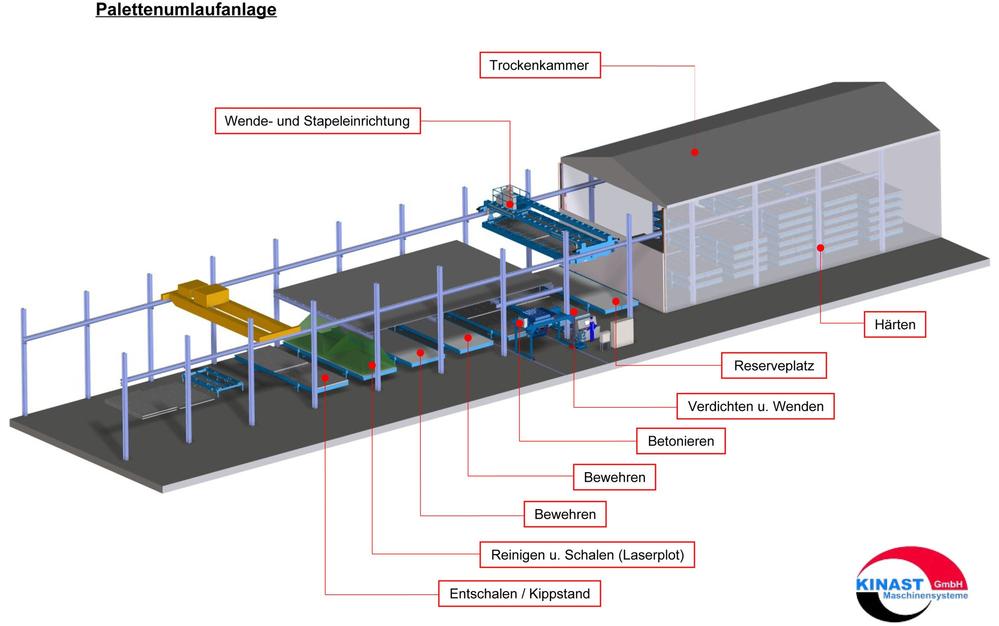
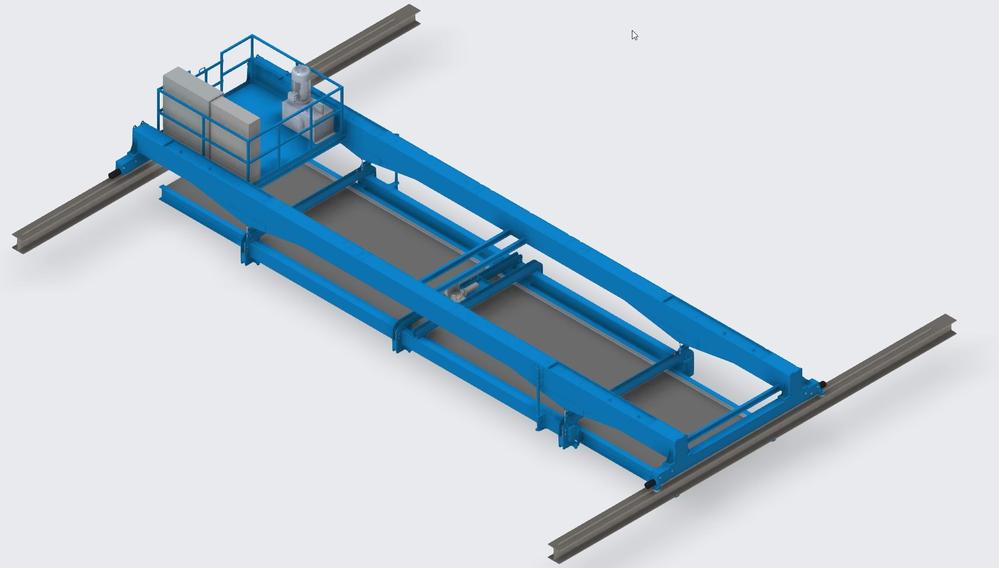
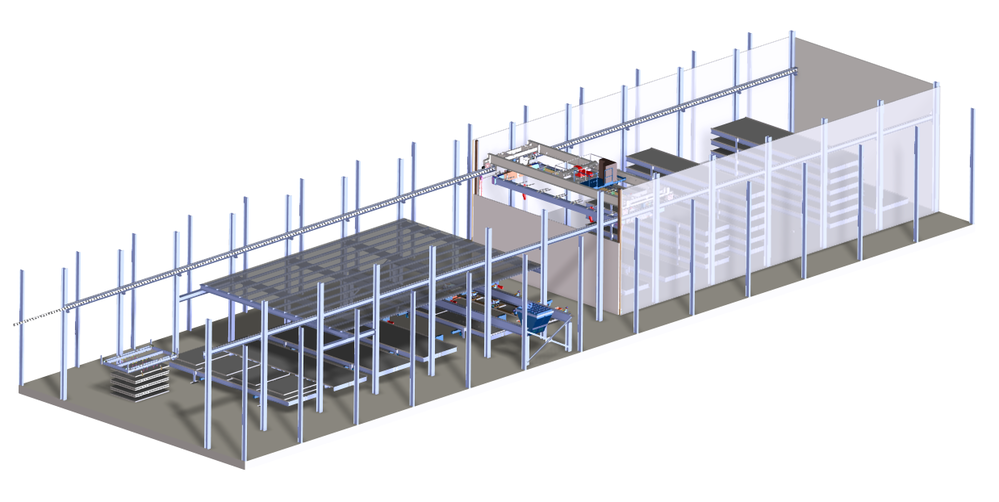
Darstellung einer Palettenumlaufanlage
Standard-Ausrüstungen für eine Beton-Umlaufanlage zur Fertigung von:
- Filigrandecken
- Doppelwände
- Isolierwände
Palette
Abmessung zum Beispiel 3,2 x 10,6 m Schalfläche
- mit beidseitigen Filigranleisten
- 4 Stapelfüße zum ab stapeln der Palette in der Härte- Trockenkammer
- Aufnahmen für die Verklammerungen der Vibrationseinrichtung
- Schienen für das Querfahren
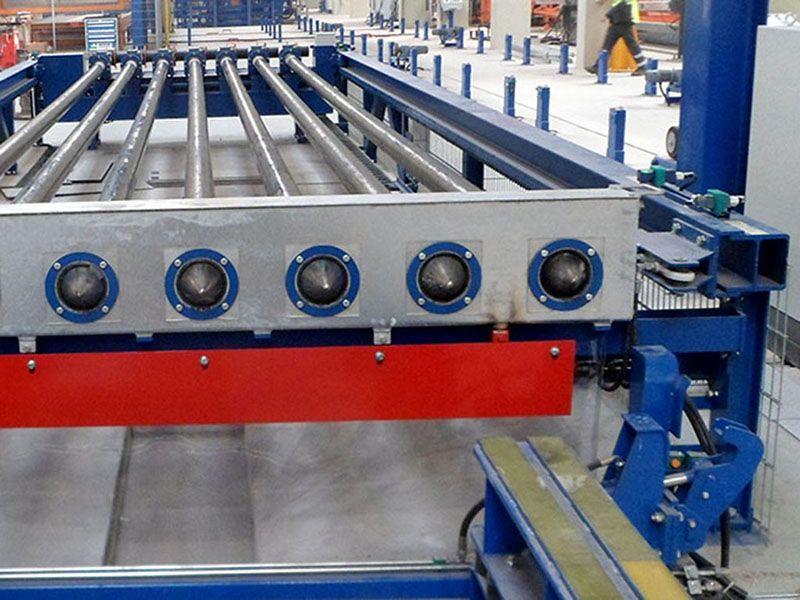
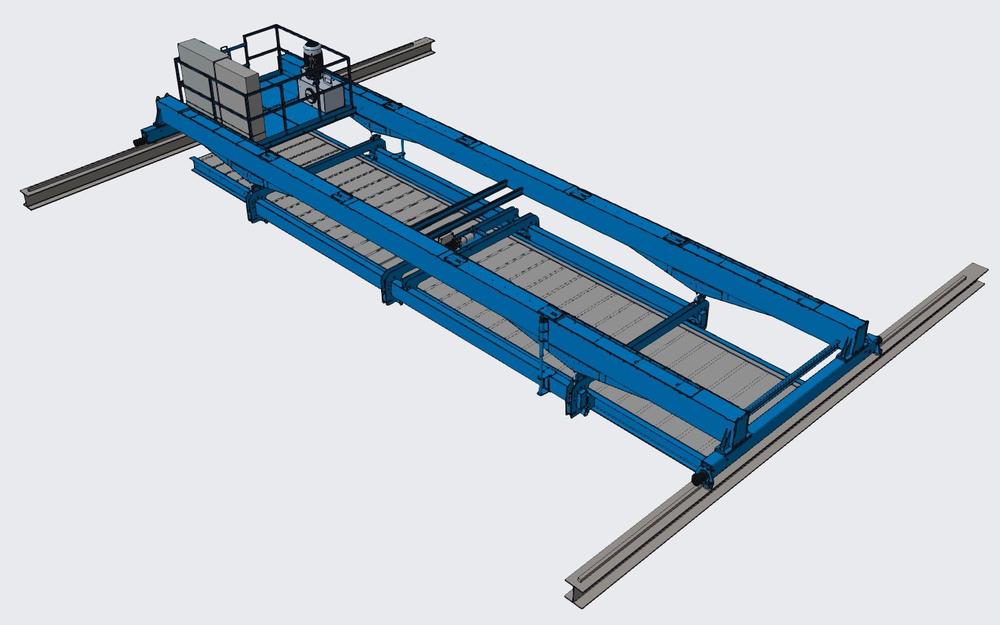
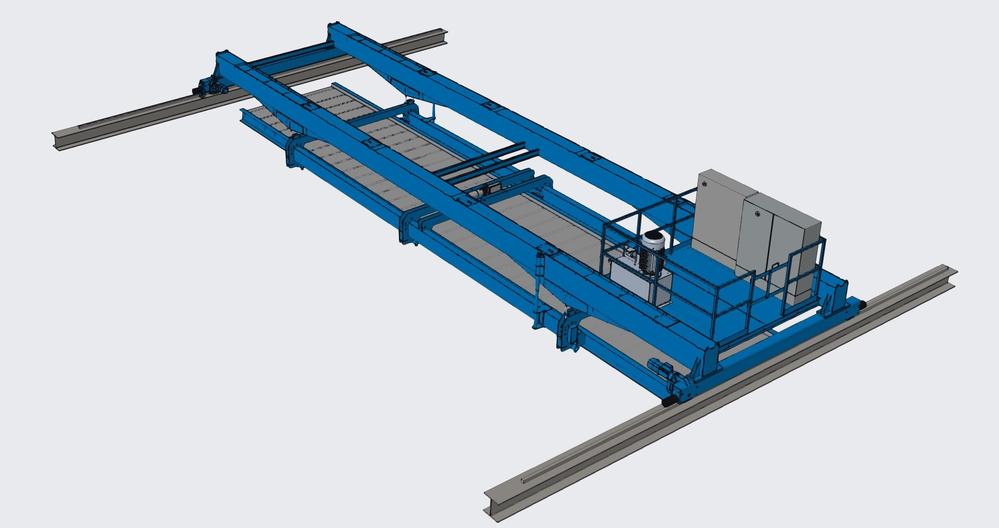
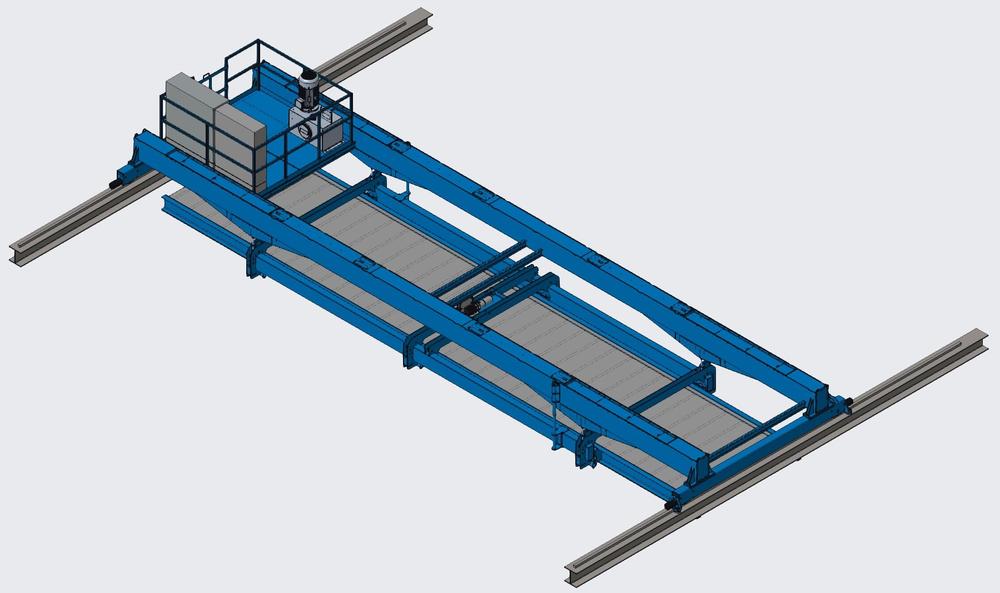
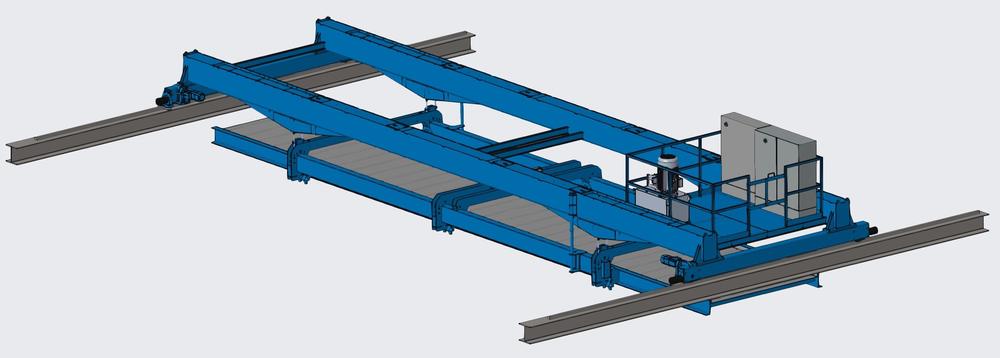
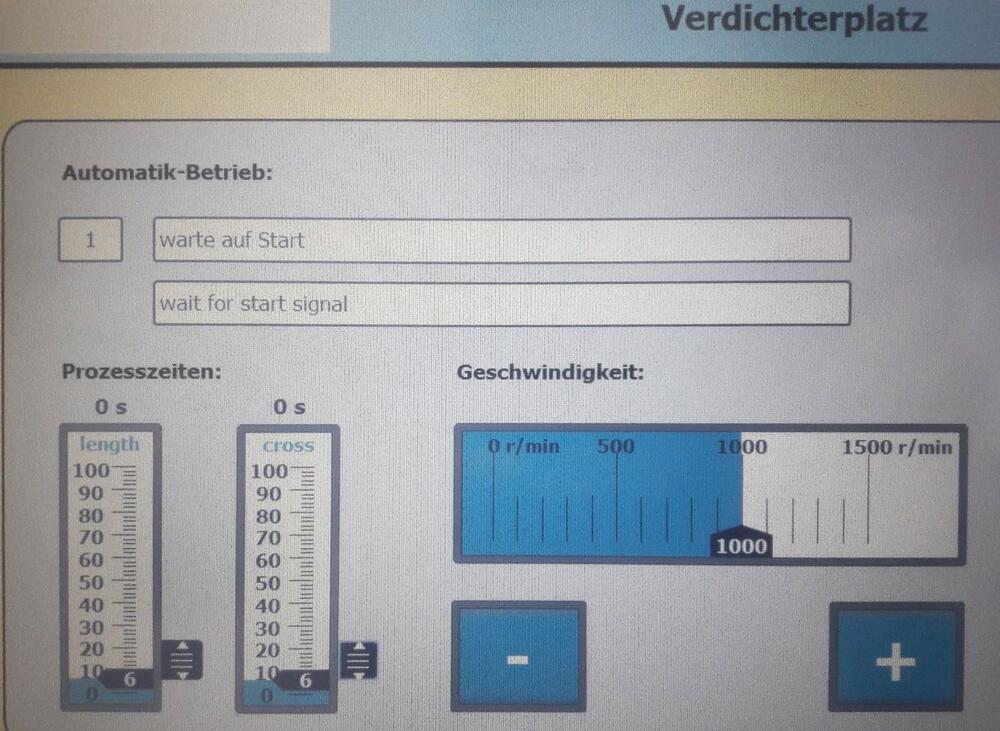
Schüttel- und Vibrationseinrichtung in kombinierter Bauweise (Bild der Schütteleinrichtung ergänzen)
Bei der Herstellung von Filigrandecken ist das geräuschlose Schütteln und Vibrieren der Paletten bei guter Oberflächenqualität der Betonelemente Stand der Technik. Für die Fertigung von Doppelwänden muss vibriert werden, damit die Gitterträger der Oberplatte in der Unterplatte vom Beton umschlossen werden kann. Die Schüttel- und Vibrationseinrichtung hat 10 Klemmböcke mit hydraulischer Verklammerung, 10 Vibratoren a 10 kN und 2 synchron laufende große Unwuchten. Die technischen Parameter können mit eine modernen Siemens S7 - 1500 SPS gesteuert werden.
Betonverteiler
Um das richtige Volumen Beton an der richtigen Stelle auszutragen, wird zur Anlage ein Betonverteiler von 7,5m³ mitgeliefert. Das Betonaustragen wird über ein Klappensystem realisiert. Diese Klappen werden einzeln oder in Gruppe von einem Pult angesteuert. Diese Klappen sind einstellbar, sodass das Volumen entsprechend den Anforderungen ausgetragen werden kann. Im inneren vom Betonverteiler befindet sich eine Stachelwalze zur kontinuierlichen Betonförderung und unterstützt aktiv den Austrag. Entsprechend den Gegebenheiten fährt der Betonverteiler mit Brücke oder über ein Podest.
Querrollenbahn
Die Paletten werden mittels Querrollenbahn transportiert. Der Abstand der Palette in der Arbeitsposition beträgt ca. 1000 mm. Das heißt, die Palette hat von einem Taktplatz zum nächsten ca. 4500 mm zurückzulegen, also nur 1/3 der Zeit gegenüber Längstransport. Die Querrollenbahnen übernehmen den gesamten Transport zu ebener Erde und ist durch die SPS taktgesteuert.
Kippstand
Am Entschalplatz werden die Decken und Doppelwände horizontal abgehoben. Für das Schwenken/Aufrichten der Doppelwände, bieten wir einen Kippstand an. Dieser wird vor der Querrollenbahn integriert.
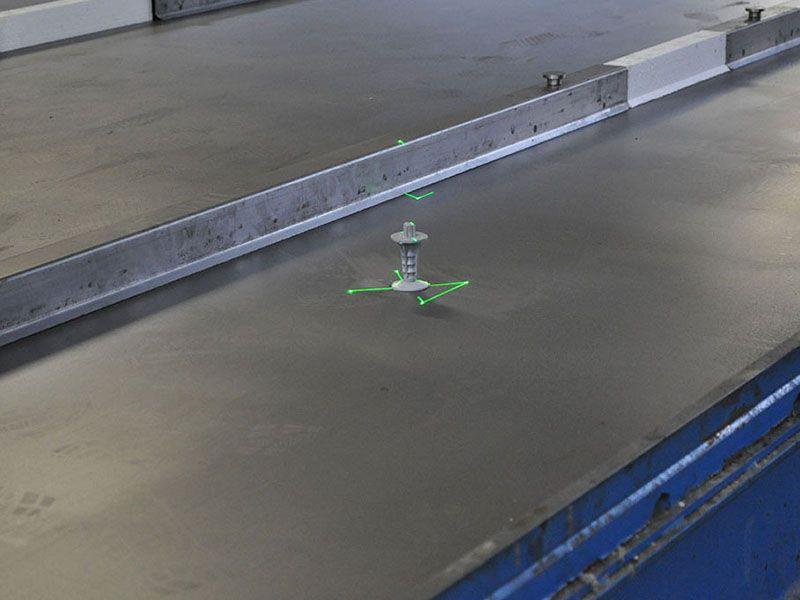
Laseranlage
Die Laseranlage projiziert die Endgrenzen für das Betonelement auf die darunter stehende Palette. Die entsprechenden Absteller können sofort aufgelegt werden. Die Laseranlage kann entsprechend der technischen Ausstattung für die Positionierung von Einlegeteilen verwendet werden.
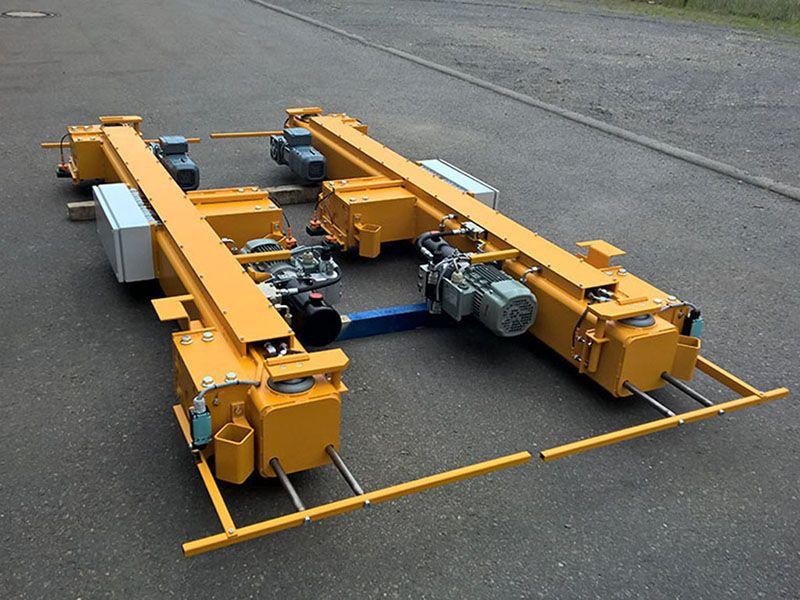
Wendeautomat
Der Wendeautomat übernimmt den gesamten Transport, das Stapeln und das Wenden der Paletten. Dieser Prozess läuft unabhängig von den technologischen Arbeiten an den Paletten im unteren Bereich.
Arbeitsablauf
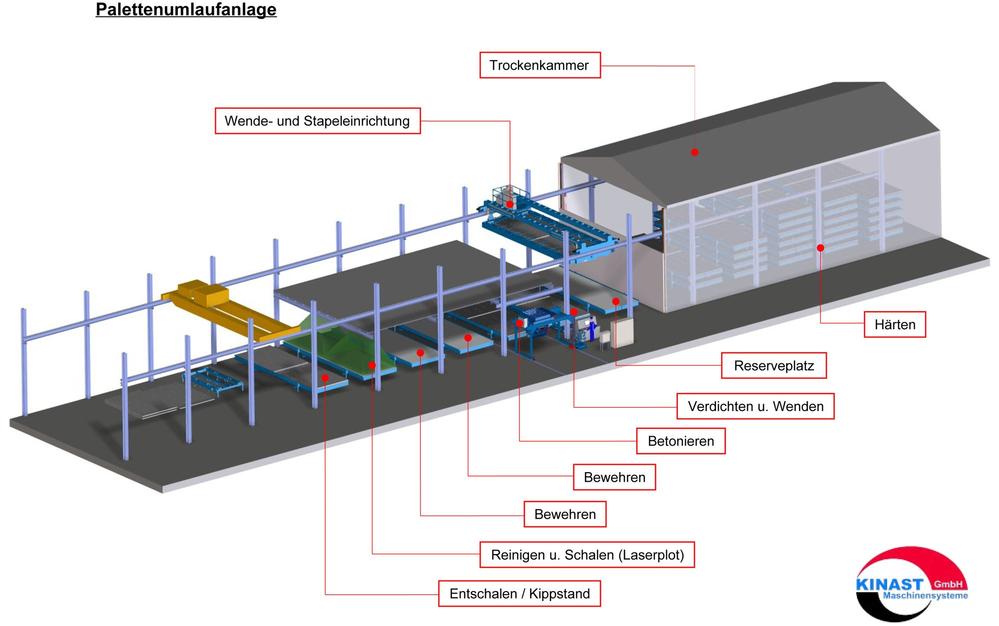
- 1. Entschalen, Kippen, Reinigen
- 2. Palettenjustierung, Laseranlage
- 3. Ölen, Bewehrung
- 4. Bewehrung
- 5. Betonieren
- 6. Verdichten
- 7. Der maximale personelle Aufwand liegt bei 5 bis 7 Arbeitskräften im Arbeitstakt von 12 Minuten
Fertigung Element - Schütteleinrichtung
Schütteleinrichtung - Kinast Maschinensysteme GmbH in Eilenburg
